US $2200
Englewood, Florida, United States
Feb 24th
Contact Seller
Complain
Open on mobile:
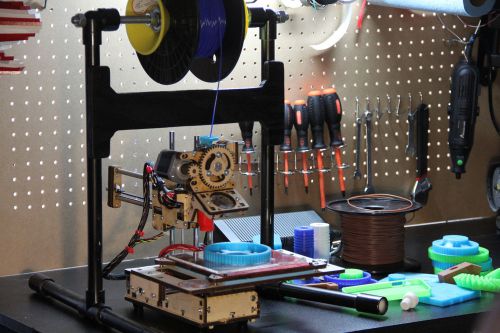
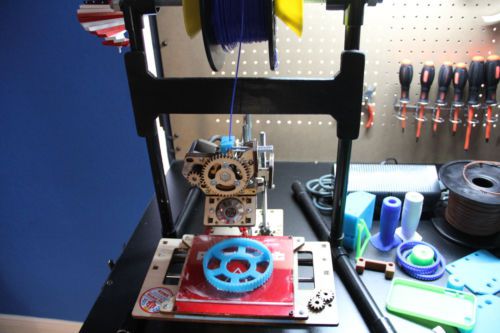
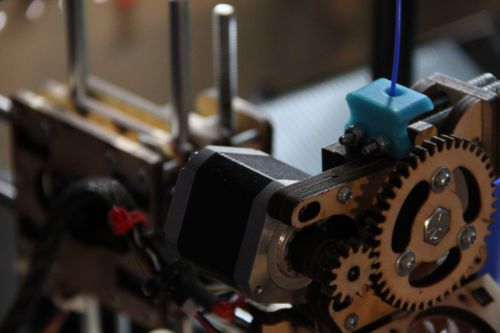
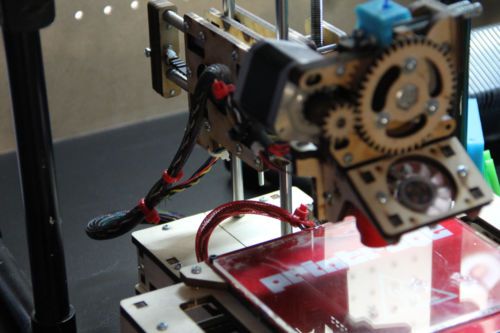
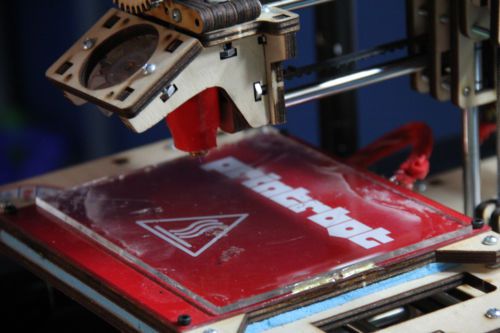
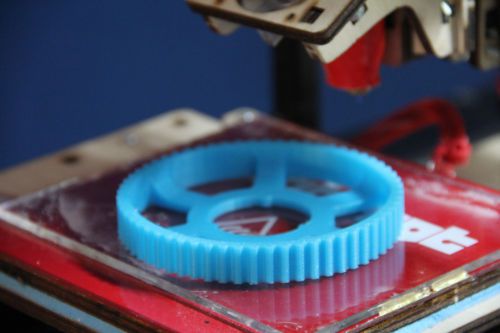
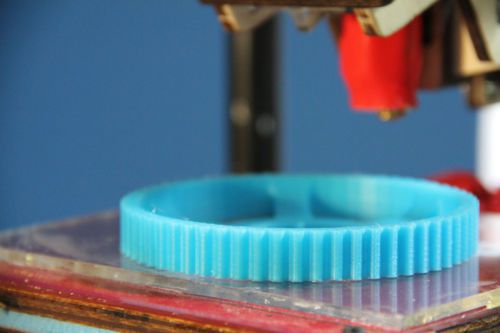
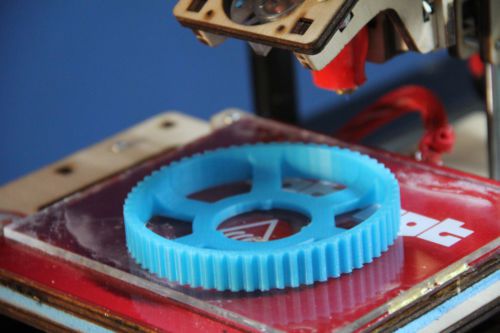
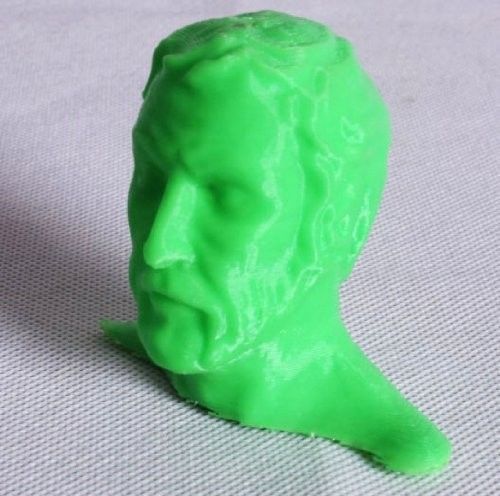
Printrbot 3D printer I have owned this printer for about 2 years now and we have been through a lot together but I have recently moved on to a larger, more expensive printer and its time to let this one go. It has served me well and has made me dozens of high quality parts. A few can be seen in the pictures. The quality of this printer is very good. It can print down to .1mm layer heights. It has a heated borosilicate glass bed and makes perfectly flat prints (zero warping) and PLA plastic sticks to it extremely well. Let the glass cool and your parts will come off with no effort. The glass does have a few nicks in it. It doesn't really affect the prints and can be seen in the pictures. The print area is X142mm Y117mm and Z110mm The max print speed is about 60mm/sec. It has the latest repetier firmware installed on the Printrboard and prints in 16th steps (very accurate and very quiet). It also has a new hot end with a .35mm nozzle. The printer comes with a 12V power supply made from an Xbox power supply. Also comes with a filament spool stand. It is not too fancy but it does the job. It is made of PVC pipes, some threaded rod, bearings, and spray painted black so it doesn't look too shanty. It will also come with two rolls of PLA plastic. Brown and blue. The two rolls are not quite full, probably about 3 lbs of plastic total. This printer was purchased back when printers required a lot of messing with to get them to work right, so all the hassles of figuring out the right settings has been done already. This printer is probably best for the tinkerer, however, with the settings and modifications I have made, it will serve anyone quite well with a little patience. The printer is already packaged up and will ship out on Monday after the auction ends. Good luck, and feel free to ask me any questions you may have. After the auction, i will send some extra info to help you get started 3d printing. *****Below is a copy of my config settings for Repetier slic3r*** # generated by Slic3r 1.1.7 on Wed Feb 11 20:36:46 2015 [filament:Printrbot] bed_temperature = 0 bridge_fan_speed = 100 cooling = 1 disable_fan_first_layers = 1 extrusion_multiplier = 0.9 fan_always_on = 0 fan_below_layer_time = 150 filament_diameter = 1.75 first_layer_bed_temperature = 0 first_layer_temperature = 200 max_fan_speed = 100 min_fan_speed = 100 min_print_speed = 30 slowdown_below_layer_time = 20 temperature = 210 [presets] filament = Printrbot.ini print = Printrbot.ini printer = Printrbot.ini [print:Printrbot] avoid_crossing_perimeters = 0 bottom_solid_layers = 2 bridge_acceleration = 0 bridge_flow_ratio = 1 bridge_speed = 40 brim_width = 0 complete_objects = 0 default_acceleration = 0 dont_support_bridges = 1 external_perimeter_speed = 80% external_perimeters_first = 0 extra_perimeters = 1 extruder_clearance_height = 20 extruder_clearance_radius = 20 extrusion_width = 0 fill_angle = 90 fill_density = 40% fill_pattern = rectilinear first_layer_acceleration = 0 first_layer_extrusion_width = 160% first_layer_height = 0.2 first_layer_speed = 60% gap_fill_speed = 20 gcode_comments = 0 infill_acceleration = 0 infill_every_layers = 1 infill_extruder = 1 infill_extrusion_width = 0 infill_first = 0 infill_only_where_needed = 0 infill_speed = 60 interface_shells = 0 layer_height = 0.2 min_skirt_length = 0 notes = only_retract_when_crossing_perimeters = 0 ooze_prevention = 0 output_filename_format = [input_filename_base].gcode overhangs = 1 perimeter_acceleration = 0 perimeter_extruder = 1 perimeter_extrusion_width = 0 perimeter_speed = 40 perimeters = 1 post_process = raft_layers = 0 resolution = 0 seam_position = aligned skirt_distance = 4 skirt_height = 1 skirts = 4 small_perimeter_speed = 20 solid_fill_pattern = rectilinear solid_infill_below_area = 70 solid_infill_every_layers = 0 solid_infill_extrusion_width = 0 solid_infill_speed = 40 spiral_vase = 0 standby_temperature_delta = -5 support_material = 0 support_material_angle = 0 support_material_enforce_layers = 0 support_material_extruder = 1 support_material_extrusion_width = 0 support_material_interface_extruder = 1 support_material_interface_layers = 3 support_material_interface_spacing = 0 support_material_interface_speed = 100% support_material_pattern = pillars support_material_spacing = 2.5 support_material_speed = 60 support_material_threshold = 0 thin_walls = 1 threads = 2 top_infill_extrusion_width = 0 top_solid_infill_speed = 40 top_solid_layers = 3 travel_speed = 60 [print:Printrbot 10% Infill] avoid_crossing_perimeters = 0 bottom_solid_layers = 2 bridge_acceleration = 0 bridge_flow_ratio = 1 bridge_speed = 40 brim_width = 0 complete_objects = 0 default_acceleration = 0 dont_support_bridges = 1 external_perimeter_speed = 80% external_perimeters_first = 0 extra_perimeters = 1 extruder_clearance_height = 20 extruder_clearance_radius = 20 extrusion_width = 0 fill_angle = 90 fill_density = 10% fill_pattern = rectilinear first_layer_acceleration = 0 first_layer_extrusion_width = 160% first_layer_height = 0.2 first_layer_speed = 60% gap_fill_speed = 20 gcode_comments = 0 infill_acceleration = 0 infill_every_layers = 1 infill_extruder = 1 infill_extrusion_width = 0 infill_first = 0 infill_only_where_needed = 0 infill_speed = 60 interface_shells = 0 layer_height = 0.2 min_skirt_length = 0 notes = only_retract_when_crossing_perimeters = 0 ooze_prevention = 0 output_filename_format = [input_filename_base].gcode overhangs = 1 perimeter_acceleration = 0 perimeter_extruder = 1 perimeter_extrusion_width = 0 perimeter_speed = 40 perimeters = 1 post_process = raft_layers = 0 resolution = 0 seam_position = aligned skirt_distance = 4 skirt_height = 1 skirts = 4 small_perimeter_speed = 20 solid_fill_pattern = rectilinear solid_infill_below_area = 70 solid_infill_every_layers = 0 solid_infill_extrusion_width = 0 solid_infill_speed = 40 spiral_vase = 0 standby_temperature_delta = -5 support_material = 0 support_material_angle = 0 support_material_enforce_layers = 0 support_material_extruder = 1 support_material_extrusion_width = 0 support_material_interface_extruder = 1 support_material_interface_layers = 3 support_material_interface_spacing = 0 support_material_interface_speed = 100% support_material_pattern = pillars support_material_spacing = 2.5 support_material_speed = 60 support_material_threshold = 0 thin_walls = 1 threads = 2 top_infill_extrusion_width = 0 top_solid_infill_speed = 40 top_solid_layers = 3 travel_speed = 60 [print:Printrbot Slower] avoid_crossing_perimeters = 0 bottom_solid_layers = 2 bridge_acceleration = 0 bridge_flow_ratio = 1 bridge_speed = 40 brim_width = 0 complete_objects = 0 default_acceleration = 0 dont_support_bridges = 1 external_perimeter_speed = 80% external_perimeters_first = 0 extra_perimeters = 1 extruder_clearance_height = 20 extruder_clearance_radius = 20 extrusion_width = 0 fill_angle = 90 fill_density = 40% fill_pattern = rectilinear first_layer_acceleration = 0 first_layer_extrusion_width = 160% first_layer_height = 0.2 first_layer_speed = 60% gap_fill_speed = 20 gcode_comments = 0 infill_acceleration = 0 infill_every_layers = 1 infill_extruder = 1 infill_extrusion_width = 0 infill_first = 0 infill_only_where_needed = 0 infill_speed = 50 interface_shells = 0 layer_height = 0.2 min_skirt_length = 0 notes = only_retract_when_crossing_perimeters = 0 ooze_prevention = 0 output_filename_format = [input_filename_base].gcode overhangs = 1 perimeter_acceleration = 0 perimeter_extruder = 1 perimeter_extrusion_width = 0 perimeter_speed = 40 perimeters = 1 post_process = raft_layers = 0 resolution = 0 seam_position = aligned skirt_distance = 4 skirt_height = 1 skirts = 4 small_perimeter_speed = 20 solid_fill_pattern = rectilinear solid_infill_below_area = 70 solid_infill_every_layers = 0 solid_infill_extrusion_width = 0 solid_infill_speed = 40 spiral_vase = 0 standby_temperature_delta = -5 support_material = 0 support_material_angle = 0 support_material_enforce_layers = 0 support_material_extruder = 1 support_material_extrusion_width = 0 support_material_interface_extruder = 1 support_material_interface_layers = 3 support_material_interface_spacing = 0 support_material_interface_speed = 100% support_material_pattern = pillars support_material_spacing = 2.5 support_material_speed = 60 support_material_threshold = 0 thin_walls = 1 threads = 2 top_infill_extrusion_width = 0 top_solid_infill_speed = 40 top_solid_layers = 3 travel_speed = 60 [printer:Printrbot] bed_size = 145,117 end_gcode = M104 S0 ; turn off temperature\nM84 ; disable motors\n extruder_offset = 0x0 gcode_flavor = reprap layer_gcode = nozzle_diameter = 0.4 print_center = 72.5,58.5 retract_before_travel = 2 retract_layer_change = 1 retract_length = 1 retract_length_toolchange = 10 retract_lift = 0 retract_restart_extra = 0 retract_restart_extra_toolchange = 0 retract_speed = 30 start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n toolchange_gcode = use_firmware_retraction = 0 use_relative_e_distances = 0 vibration_limit = 0 wipe = 0 z_offset = 0 [printer:Printrbot Z-Lift] bed_size = 145,117 end_gcode = M104 S0 ; turn off temperature\nM84 ; disable motors\n extruder_offset = 0x0 gcode_flavor = reprap layer_gcode = nozzle_diameter = 0.4 print_center = 72.5,58.5 retract_before_travel = 2 retract_layer_change = 1 retract_length = 1 retract_length_toolchange = 10 retract_lift = 0.3 retract_restart_extra = 0 retract_restart_extra_toolchange = 0 retract_speed = 30 start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n toolchange_gcode = use_firmware_retraction = 0 use_relative_e_distances = 0 vibration_limit = 0 wipe = 0 z_offset = 0 [settings] autocenter = 1 mode = simple